精密蝕刻加工服務
最後更新日期:2023/09/14
信昌是位於台南的專業蝕刻加工廠,精密蝕刻公差最小可達+/-0.01mm,並具備無微連點(架橋)製程技術。可加工金屬為:不鏽鋼板、碳工具鋼板、銅與銅合金板...等,最薄加工厚度為0.030mm,最厚為1.500mm,最小可加工尺寸為200*300mm,最大為800*1800mm。
-
金屬蝕刻原理
精密蝕刻稱為光化學加工(Photochemical machining:PCM)、光化學銑削(photochemical milling)或光蝕刻(photo etching),一般說來,常見的應用像似利用不鏽鋼蝕刻製程去做多樣化的不鏽鋼蝕刻加工零組件,電蝕刻、金屬蝕刻、鋼板蝕刻、銅板蝕刻的製程原理以及電化學蝕刻原理有一定程度的相似,以精密蝕刻製程來說,是使用光阻劑來保護需留下來的區域,而蝕刻液則用來腐蝕掉不需要的部分,最終得以製造薄鈑金(sheet metal)零件,是印刷電路板行業的一個分支。精密蝕刻可以準確、經濟地生產具有非常精細的高度複雜零件。
-
不鏽鋼蝕刻的應用
信昌精密專精於精密不鏽鋼薄板蝕刻加工,常見的產品有SMT半蝕刻鋼板(SMT Stencil)、OLED高精度金屬掩膜(Fine Metal Mask)、蒸鍍罩(Shadow mask)、濺鍍遮罩(Metal Mask for Sputtering)、高精密金屬鍍膜遮罩...。其他薄鈑金材質,例如碳工具鋼板、銅與銅合金板、鎳與鎳合金板、薄鉬板、銅板蝕刻、不鏽鋼墊片、金屬墊片、華司墊片、白鐵華司、螺絲墊片、蝕刻版等...也是適合使用精密蝕刻來加工。
成功特殊案例連結:
-
低成本無毛刺的金屬薄板加工法
在薄板金(厚度0.03-1.50mm)規格的精密零件,相較於沖壓(stamping/punching)、雷射切割(laser cutting)、水刀切割(water jet cutting)、線切割(wire electrical discharge machining:EDM)等加工方法,精密蝕刻工藝是更經濟的替代方案,尤其在小量多樣、開孔總數繁多、開孔幾何形狀複雜的案例。精密蝕刻可輕易且快速修改原型設計(prototyping),修改的成本亦相當低廉,並可快速投入量產。此外,蝕刻加工法不會產生毛刺(burr-free)或銳邊,更棒的是不論金屬材質的硬度高低,都能輕易加工處理。

一、評估與提供設計圖稿
在您考慮委託蝕刻加工之前,建議您先參考以下的蝕刻加工技術指南,評估您所設計的零件是否符合我們可加工的規範。並且希望您在設計圖面上,清楚標示材質、厚度、尺寸、開孔公差與需求數量等資訊,並且提供您所設計的圖面讓我們做技術審查與報價。我們接受以下的檔案格式:DWG、DXF、PDF、Gerber,若為CorelDraw或Adobe Illustrator客戶需轉檔為PDF或DXF。您提供的資訊越完整,能夠縮短我們評估的時間。若有其他技術上的疑問,也歡迎直接與我們聯繫!
二、金屬蝕刻加工技術指南
-
可加工材質
由於信昌精密使用的蝕刻液為氯化鐵,因此能夠蝕刻加工的金屬板材為不鏽鋼板(SUS304、SUS316、SUS301、SUS430、SUS420…)、碳工具鋼板(SK3、SK5、SK7...)、銅與銅合金板(紅銅、黃銅、磷青銅、鈹銅...)、鎳與鎳合金板、薄鉬板。
-
可加工厚度範圍
信昌精密的蝕刻設備,最薄加工厚度為0.030mm,最厚為1.500mm。
-
可加工材料尺寸規格
信昌精密的蝕刻設備,最小可加工尺寸為200*300mm,最大為800*1800mm。
-
標準蝕刻公差(Standard etching tolerances)
 左右滑動看表格
左右滑動看表格| 厚度(T) | 標準公差 | 高精密公差 | 最小孔徑 | 最細線寬 |
| 0.030-0.100mm | ±0.030mm | ±0.010-0.015mm | 0.08-0.13mm | 0.05-0.10mm |
| 0.100-0.300mm | ±0.030mm | ±0.015-0.025mm | 125%*T | 100%*T |
| 0.300-0.500mm | ±10%*T | 與我們聯絡 | 100%*T | 100%*T |
| 0.500-1.000mm | ±10%*T | 與我們聯絡 | 100%*T | 100%*T |
| 1.000-1.500mm | ±10%*T | 與我們聯絡 | 100%*T | 100%*T |
三、圓角半徑
藉由蝕刻,能製作出的最小內角半徑跟外角半徑與所使用的(不鏽鋼或其他金屬材料)厚度成正比。
內角半徑 - 最小值為材料厚度的100-200%
外角半徑 - 最小值為材料厚度的75-150%

四、蝕刻剖面輪廓
在蝕刻過程中,蝕刻藥液會以水平與垂直方向侵蝕材料,因而出現產品外緣的 "蝕刻錐",通常為材料厚度的 10% 到 20%。
信昌可以精準控制蝕刻錐,進而形成一系列的剖面輪廓。這使得產品能有各自獨特的外型條件,像似尖銳的切削外緣或者是錐形開口。


a. 單面蝕刻
特定蝕刻深度或薄材料。

b. 凸狀蝕刻錐
蝕刻零組件產業標準。
c. 平行蝕刻錐
降低蝕刻錐尖銳度。

d. 深淺不同蝕刻錐
利用不同蝕刻深度,用於生成錐形孔或切割邊緣。
e. 雙面蝕刻

f. 2或3次蝕刻
用於多個不同蝕刻深度或者多種個別的圖型。
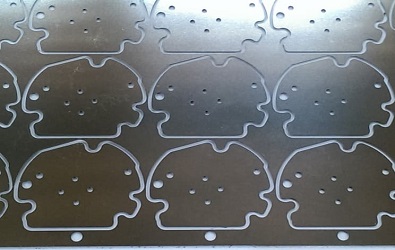
五、零組件微連點(架橋)
架橋是金屬板材的微連點,在製程中藉由架橋將零組件固定在板材之中,當零組件有公差條件要求,或者後續有其他加工,像似拋光、電鍍、或組裝時,透過架橋可以更容易地完成。我司提供多種不同的蝕刻架橋設計,可根據零組件形狀、厚度或需求特性等作相對的應用。製程完成後,零組件可以整版出貨,也可以從板材上取下以元件狀態出貨。依據零組件尺寸、設計或者公差要求,我司還可以提供無架橋的設計。
微連點(架橋)差異:
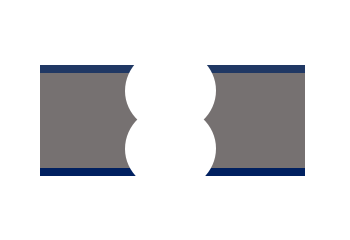
a.內凹架橋(預設):
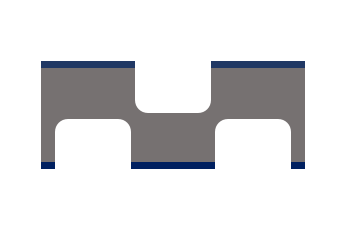
這種設計將微連接點巧妙地安置在元件的凹陷處或內部,從而確保微連接點不凸出於元件表面,有助於保持元件外觀的完美,特別在對外觀要求較高的應用中,這一設計能夠優雅地兼顧功能與美觀。 因為後續不需要再用工具修剪,相對較省成本。b.外凸架橋:
這種架橋設計將微連接點設置於元件外部,確保不會對元件外觀造成影響。這樣的設計,完整保持元件的外觀特質。 但這種設計需要額外使用工具修剪架橋,成本相對較高一些。c.無微連點架橋:
這種架橋設計維持了原來的外觀,但製程相對複雜而且工件的分離更加困難,進而導致這種微連點設計方式的製程成本遠高於其他微連點方式。此外,雖然未使用微連接點,但在拆卸元件時需要格外小心,以免損壞元件。值得特別注意的是,並非所有工件製品都適用這種設計。d.內凹+半蝕架橋:
這種複合架橋設計將內凹與半蝕兩種設計的優勢結合在一起,同時實現工件的功能性與外觀的完美平衡。將微連接點放置在元件的凹陷區除保持外觀完美外,更因為同時使用半蝕微連接點使元件更容易取下。缺點是設計較費工,且較薄的板材可能會因為半蝕架橋,導致在製程中提前斷裂,而使工件製品量率降低。這些不同的設計可以根據具體的製程需求和應用狀況進行選擇,選擇適當的微連接點設計取決於使用者需求,包括元件的功能、外觀以及價格,以確保達到最佳效果。

-
無架橋(微連點)製程