不鏽鋼板接合
最後更新日期:2023/05/28
信昌精密是專業的硬焊廠商,研發出獨特的真空不鏽鋼板硬焊、化學低溫黏合與電阻點焊技術,從點對點的焊接到平面對平面硬焊,創造出一套全新的積層製造方法,讓不鏽鋼板得以精準地層層接合。有別於3D列印,信昌精密利用精密蝕刻加工或精密雷射切割等加工方法,先把不鏽鋼板一層層結構製作出來,最後透過精密對位,再加以點焊、真空硬焊或化學低溫黏合,搭配硬焊材料,把不鏽鋼層層接合在一起,完成獨特的治具或載盤製造工藝。這項技術解決了傳統CNC洗床在加工小孔徑、高硬度材料時所遇到的困難。比起CNC洗床加工不鏽鋼板或者3D列印製作不鏽鋼模具,信昌精密的積層製造工藝在量產的成本上,更具經濟性。
我們每年生產上萬套治具或載盤,應用於被動元件產業、石英頻率元件產業,常見的產品有熔接盤、縫焊載盤、離子微調TRAY盤、晶片轉換盤、LID轉換板、晶片素板、晶片洗淨治具、熱敏噴膠治具、氣密治具板、封止蓋板、排盤用治具板、SEALING TRAY、CURING TRAY、MILLING TRAY、MASK BP DOWN HOLDER、BASE CARRIER、CURE-Carrier、晶片承載盤、點膠收納盤/板、點膠烘烤盤、烤膠盤、鍍膜轉換板、翻轉板、固晶料盤、封焊托盤 …。

相關特殊案例連結:
不鏽鋼硬焊
硬焊(Brazing、硬銲、釬焊)是一種金屬連接工藝,通過填充低熔點金屬(釬料)將其熔化並流入兩個或多個金屬物品連接在一起。硬焊不同於焊接(welding、銲接、熔接),因為它不涉及熔化工件且使用更高的溫度來緊密貼合的部件。硬焊的主要優點是能夠以相當大的強度連接相同或不同的金屬。依據美國焊接學會(AWS)之定義,溫度高於450℃稱為硬焊(硬釺焊),反之稱為軟焊(軟釺焊)。
使用真空硬焊爐加工的工藝有「真空硬焊接/貼合」、「真空擴散接/貼合」、「熱壓接/貼」、「熱壓著」...等。信昌精密使用真空硬焊爐(爐內釬焊)來完成不鏽鋼板硬焊,在真空腔體內加熱可避免材料氧化與複雜的環境因素的干擾。在真空中加熱時,工件上的溫度保持均勻,大大減少了由於緩慢的加熱和冷卻循環而產生的殘餘應力,這可以顯著提高材料的熱性能和機械性能。不鏽鋼真空硬焊是一種具有顯著優勢的材料連接技術。
化學性接合(低溫黏合)
在某些加工情境下,例如不鏽鋼厚度小於0.10mm以下、多層薄板不鏽鋼的硬焊貼合,會因為在高溫的焊接條件下,使得焊接後的工件變得不平整或翹曲。因此,化學性的接合或黏合是退而求其次的選擇。信昌精密選擇特殊的不鏽鋼板接著劑,在高溫時接著強度下降小,抗高溫老化。且耐衝擊、耐彎曲、耐化性、耐溶劑性能優異,貼合後的工件(治具、載具)適合在特殊的環境下長時間使用。

厚度:2.0mm上板+0.03mm底板
尺寸:28x36mm
用途:刮膠墊片/蓋板(含螺牙孔)
低溫黏合底板0.03mm
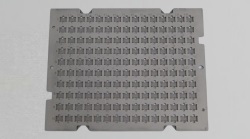
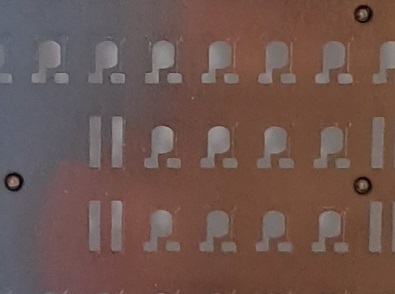
電阻點焊
電阻點焊(Spot welding)用於焊接各種鈑金產品,通過電阻產生的熱能將接觸的金屬表面點連接起來。點焊使用兩個銅合金電極將焊接電流集中到一個小“點”,同時將板材夾在一起,並施以加壓使數十至數萬安培的電流通過,讓接觸面產生電阻熱效應,因效率較高所以在產業界被廣泛地使用。
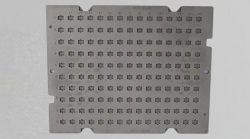
信昌精密可以點焊加工的不鏽鋼板厚度範圍為0.05~3.00mm。如果有特殊的對位要求,我們可於精密蝕刻加工或精密雷射切割時,設計專用的定位PIN孔,並利用治具做經準定位,定位的偏移公差可達+/-0.01~0.02mm以內。適合用於小型的、性能要求高的電子業治具(載盤、載具),取代了以往的錫焊、鉚接等金屬連接工藝。
點焊接觸面
點焊接觸反面
真空硬焊爐
